

Summary
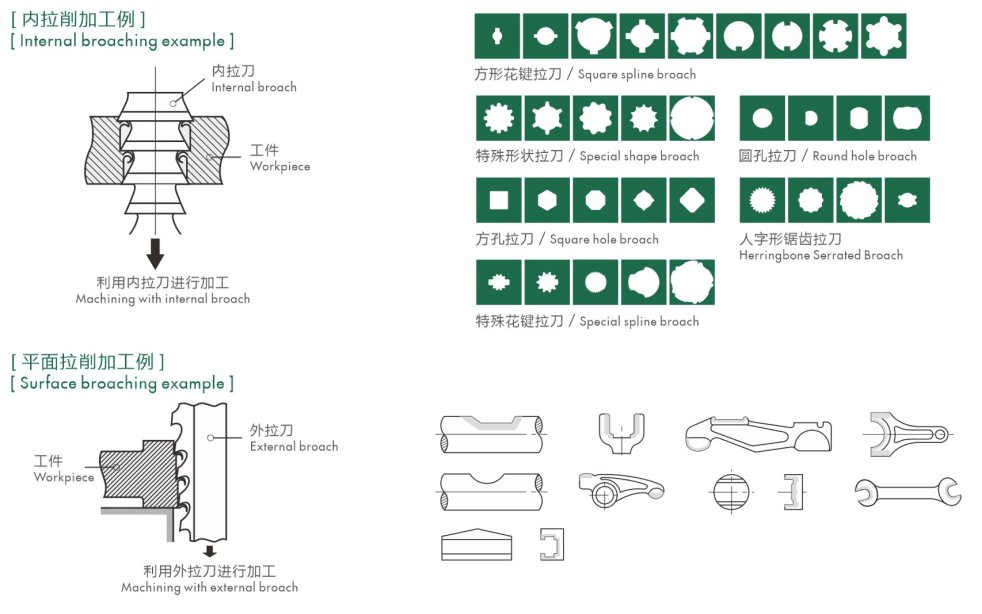
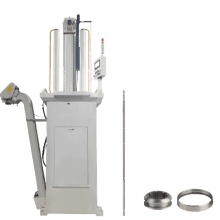
The machine tool is used to process the internal splines of the transmission gear sleeve. The machine tool can process various internal splines by changing the fixture and broach.
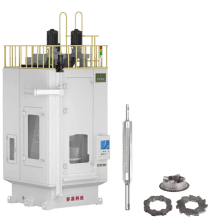
The machine tool adopts a CNC servo control system, and its performance is stable and reliable. The machine tool adopts the processing methods of manual/automatic loading and unloading, automatic clamping, and automatic processing.
The machine tool adopts ball screw transmission, which is more energy-saving and environmentally friendly compared with the traditional hydraulic transmission method. The tool runs more stably during processing, the speed control is more precise, the processing precision is higher, and the pollution is The machine tool adopts a large flow cooling method to ensure sufficient cooling of the workpiece during broaching, reduce the residual amount of iron chips on the tool, and improve the tool life.
Each lubrication point adopts the centralized lubrication method of the lubrication pump station to ensure sufficient lubrication.
The machine tool is equipped with an error-proof alarm device to ensure the correct processing of different products.
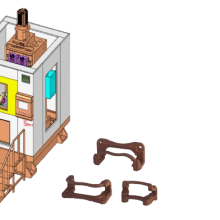
The machine tool adopts a vertical layout and occupies a small area.
The machine tool adopts fully enclosed protection, and the processing is safe and reliable
Characteristic
- The tool does not move during broaching, and the working platform moves upward for broaching.
- It can stand on the ground to operate the machine without digging holes and climbing stairs.
- The function of holding the knife can reduce the vibration of the tool and improve accuracy.
- The machine enables automatic broaching, chip removal, and knife lifting.
- According to production capacity requirements, the machine can be designed with 1 to 3 tool holders.
- More than 50% more energy saving than traditional hydraulic broaching.
- Small footprint, saving plant space.
- It humanized the operation interface.
- The machine processes all internal teeth at one time.
- It can match with automatic loading and unloading systems.
Patent

Attachment
| Standard Equipment | ||||
|---|---|---|---|---|
| Product tooling | Service tool set | Automatic broach head | Automatic knife lifting mechanism | Air pressure knife cleaning mechanism |
| Automatic lubrication system | Automatic chip removal mechanism | Cutting fluid circulation system | Man-machine interface control system | LED lighting |
| Adjusting screws, foot pads | ||||
| Optional Equipment | ||||
| Iron filings conveyor | Broach | Automatic return mechanism | Automatic feeding mechanism |
Technical Parameter
| Technical Parameter | ||||
|---|---|---|---|---|
| Model | SCL-C05-SS | SCL-C10-SS | SCL-C15-SS | SCL-C20-SS |
| Tensile Force (KN) | 50 | 100 | 150 | 200 |
| Maximum Stroke (mm) | 1000 | 1300 | 1500 | 1700 |
| Number Of Stations | 1-3 | 1-3 | 1-3 | 1-3 |
| Cutting Speed (m/min,60Hz) | 0-8 | 0-8 | 0-8 | 0-8 |
| Return Speed (m/min,60Hz) | 0-15 | 0-15 | 0-15 | 0-15 |
| Maximum Outer Diameter Of The Workpiece (mm) | Customization | Customization | Customization | Customization |
| Workpiece Table Height (mm) | 1000 | 1100 | 1150 | 1200 |
| Main Motor (kW) | 11 | 30 | 42 | 54 |
| Covers An Area (mm×mm) | 2300*3400 | 2450*3500 | 2500*3550 | 2650*3700 |
| Machine Mass (kg) | 3500 | 9000 | 11000 | 12500 |
| Machine Height (mm) | 3400 | 3600 | 4000 | 4500 |






Reviews
There are no reviews yet.